In the first part of the article, we discussed how different designs impact the efficiency of vacuum furnaces in respect to their heating energy requirements.
Even though the energy used for heating undoubtedly represents the main energy consumption during vacuum heat treatments, several auxiliary systems can be present on vacuum furnaces (or in the plant housing the furnace); just think of the water-cooling system, the gas quenching system and, clearly, vacuum pumps.
Those auxiliary systems are essential to ensure proper functioning of a vacuum furnace, however, they can generate altogether a significant energy consumption source, especially when continuous operation is required.
Vacuum Pumps
Vacuum pumps are the components that allow a sealed, leak tight furnace to reach the desired vacuum level before starting the heat treatment.
In the most typical configuration, pumping groups for low and medium vacuum operation (between 1*10-3mbar and few millibars) consist in a mechanical pump, which can be an oil sealed or a dry vacuum pump, coupled with a roots blower to reduce the evacuation time.
When high vacuum operation is required (at pressure as low as 1*10-6mbar), different solutions are available: even if turbomolecular pumps may be preferable for special applications where a clean environment is critical, oil diffusion pumps usually represent the cheaper and more robust solution and are therefore the most common.
We discussed more in depth about the working principle and the selection of vacuum pumps in this article.
For a medium sized horizontal hardening furnace (such as TAV H8 model, 800x800x1200mm), motor power for the mechanical and roots pump can be, respectively, around 5-6 kW and 4 kW. For larger vacuum furnaces (TAV H15 model, 1500x1500x1500) the power can be as high as 15 kW for the mechanical pump and 11kW for the roots blower.
Additionally, the heating power installed on oil diffusion pumps, necessary to boil and vaporize the working fluid, is around 18kW for the medium sized H8 model and 24kW for the H15 model. Approximating the actual absorption of the pumps during operation to their peak power, this will bring the total power consumption for the pumping group to 28 kW for the H8 and 50 kW for the H15 vacuum furnace.

Maintenance operations on a roots blower
Of course, vacuum pumps are not always required to run at full power through the entire heat treatment; by modulating or completely switching off the power given to vacuum pumps during idle times and heat treatment stages where evacuation of the vacuum chamber is not required, considerable savings can be achieved in terms of energy consumption. In order to do so, a smart and automated management of the pumping units is required.
Today, several energy savings features are available on TAV furnaces solutions to minimize the energy consumption resulting from the vacuum pumps.
Firstly, the vacuum pumps are automatically switched off whenever they are not necessary, not only in cooling but also during convection heating and during loading/unloading operations between batches. Moreover, a roots pump blower equipped with an inverter may be selected; the presence of the inverter on the roots pump helps to modulate the power and therefore reduce consumption when the ultimate vacuum level is not required, such as during partial pressure operation.
Regarding diffusion pumps, a control loop including a thyristor controller and a thermocouple can be used to modulate the power during different phases of the cycle (such as stand-by, heating up and holding), instead of always providing nominal (and maximal) output as standard. In this way, a saving of about 17% will be achieved during normal operation with full pumping capacity, if silicon oils are used as working fluid. Finally, TAV uses an holding pump to keep the diffusion pump in the required vacuum range; the presence of the holding pump allows to keep the diffusion in a vacuum without having to frequently turn on the main mechanical pump, which on medium to large sized vacuum furnaces will generate a comparatively higher energy consumption.
Gas Quenching System
On vacuum furnaces, gas quenching is obtained by means of an integrated fan used to circulate high pressure inert gas via dedicated gas-guiding systems through the hot load and back to a water-cooled heat exchanger.
The installed power for the motor driving the fan depends on many factors: size and maximum allowable pressure of the furnace, the targeted gas velocity and density of the selected type of gas.
As a reference, the typical installed motor power of a fan ranges between 50kW to 250kW for larger sized hardening furnaces, even though higher powers may be used for specific applications.
Needless to say, not all the heat treatments require to cool down using the maximum power for the entire process. Thinking about hardening of steels for example, for the low temperature cooling phase below the martensite finish transformation temperature, the heat dissipation coming from the fan motor can be significant compared to the heat extracted by the water-cooled heat exchanger; in that phase, using the maximum motor power is neither economical nor effective. The same reasoning can be applied to solution treatment of superalloys and, in general, to all the processes where metallurgical transformations take place at temperature well above room temperature.
For that reason, an inverter can be used to control the motor driving the cooling fan; this allow to modulate its power and to reduce energy consumption in the cooling phase. In that configuration, it is possible to reduce the cooling fan speed down to 30% of the maximum, hence reducing the absorbed power by 37 times (the absorbed power is, in fact, proportional to the cube of the rotational speed).
On TAV vacuum furnaces it is possible to automatically reduce the fan motor speed once the furnace or load temperature reaches a selected value, through the “furnace interlock” and “load interlock” function. Moreover, a “controlled cooling” function is available, which will self-regulate the fan motor speed to follow a defined cooling rate.
Water Cooling System
The most common design of vacuum furnaces is undoubtedly the cold-wall design, where the external vessel contains a double wall serving as a cooling water jacket. The water system serving a cold wall vacuum furnace should be able to circulate water, by using one or more pumps, through a heat exchanger and back to the furnace, keeping the water cool, at a suitable temperature.
Water pumps represent, of course, a source of energy consumption; for that reason, on TAV vacuum furnaces an energy saving feature is available, which allows to automatically switch off water pumps once the furnace and the diffusion pump are sufficiently cold.
For closed loop recirculating systems, the required heat exchange to cool the water may be provided by a dry cooler or by a chiller using a refrigerated circuit. Ideally, the cooling water should be kept below 25°C; even if the temperature of the water entering the furnace vessel can reach slightly higher values without harming the system, it is essential that the water serving the diffusion pump respects this requirement through the entire furnace operation. For that reason, a water cooling system combining the use of a dry cooler and a chiller can be the most efficient solution.
A dry cooler has the advantage of dissipating heat requiring very low additional energy. To cool the system, hot water flows through the dry cooler tubes exchanging heat with ambient air. In the warmer season, the dry cooler fans are activated, forcing air through the tubing and promoting heat exchange. The fans can be activated in succession at various temperature thresholds, enabling all of them only when required, under the most severe conditions of use.
In that case, if the ambient temperature requires it, it is possible to use just a small chiller exclusively for the diffusion pump to achieve an appropriate water temperature. In warmer climates instead, a large chiller serving the entire water cooling system may be installed and switched on during the hottest months.

Diffusion pump with its dedicated chiller
If you want to learn more on how to correctly operate and maintain your water cooling system, check out our article.
Moreover, on TAV furnaces, the specific energy consumption for each batch is also recorder and the real time electrical absorptions and cooling fan speed plotted in a dedicated “Energies” page of the control panel. This allow to keep track of how process parameters impact the energy consumption and intervene whenever deviations from the historical values are detected.
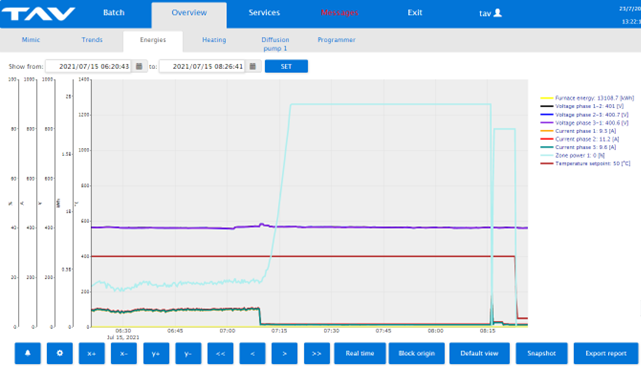
"Energies" page from TAV VACUUM FURNACES dedicated software
In the end, an efficient management of the auxiliary systems will significantly impact the energy requirements of your vacuum furnace, reducing both operational costs and the environmental impact of your vacuum heat treatments.
To find out more about TAV VACUUM FURNACES energy saving features, contact us at: info@tav-vacuumfurnaces.com