Die additive Fertigung (AF) ist eines von vielen Verfahren zur Herstellung dreidimensionaler
Festkörper auf Grundlage einer digitalen Datei.
Im Unterschied zu subtraktiven Fertigungsverfahren, bei denen das Ausgangsmaterial
ein fester Materialblock ist, von dem so lange Material abgetragen wird, bis das
Endprodukt fertiggestellt ist, wird bei der additiven Fertigung das Teil (bzw. einzelne
Elemente auf Teile) Schicht für Schicht aufgebaut, basierend auf einer Geometrie,
die in einem 3D-Design-Modell beschrieben ist.
Schon seit Jahrzehnten werden AF-Verfahren zur schnellen Prototypenentwicklung
eingesetzt. In den letzten Jahren hat die additive Fertigung in sämtlichen industriellen
Branchen ein unglaubliches Interesse erregt, von Anwendungen für die Luft- und Raumfahrt
bis hin zu von Endverbrauchern zuhause hergestellten Unikaten. Diese Technologie
bietet eine immense Vielseitigkeit und Flexibilität, weil sie die Schaffung komplexer
Geometrien mit individualisierbaren Materialeigenschaften ermöglicht. Die additive
Fertigung eröffnet große Freiheiten beim Design. Objekte beliebiger Form und Geometrie
können auf der Grundlage von 3D-Modellen oder Design-Eingaben in einen 3D-Drucker
mittels eines Computers hergestellt werden.
Die additive Fertigung macht es bei der Verarbeitung von Metallen
möglich, leichte Teile in Echtzeit zu entwickeln und zu bauen, da 3D-Modelle
direkt mithilfe einer Laserquelle oder eines Elektronenstrahls und eines Pulverbetts
gedruckt oder hergestellt werden können. Mittels Metall-3D-Druck
können hoch individuell angefertigte Teile mit zusätzlichen verbesserten Funktionen
produziert werden, was mit herkömmlichen Verfahren nicht zu erreichen wäre.
Metall-3D-Druck ist eine AF-Technik, die Verfahren wie beispielsweise das
selektive Laserschmelzen (SLM) umfasst, bei dem
feines Metallpulver Schicht für Schicht geschmolzen wird, um dreidimensionale Metallteile
herzustellen. Darüber hinaus ermöglicht das selektive Laserschmelzen insbesondere
auch die Herstellung von Komponenten mit Aushöhlungen und Hinterschneidungen, sowie
mit dünnen Wänden und versteckten Hohlräumen.
Das selektive Laserschmelzen von Legierungen unterschiedlicher
Art erfüllt auf ideale Weise die Anforderungen für leichte Anwendungen, die in Fahrzeugen
und bei der Motortechnologie zum Einsatz kommen. Das Mischen unterschiedlicher Rohmaterialien
wie zum Beispiel Titan, Aluminium, Edelstahl oder nickelbasierte Legierungen sowie
die Entdeckung neuer Legierungen mit unterschiedlichen Stärken und Temperaturbeständigkeiten
ist mit herkömmlichen Fertigungsverfahren nahezu unmöglich.
Dieser Artikel soll Ihnen ein besseres Verständnis für das Potenzial vermitteln,
das Wärmebehandlungen im Vakuum für 3D-gedruckte Teile bietet,
mit einem besonderen Fokus auf SLM von Ti6Al4V.
Additive Fertigung: Vorteile und Funktionsprinzipien
Additive Fertigung ist ein disruptiver technischer Trend, der die Zukunft der
verarbeitenden Industrie beeinflussen wird. Laut dem Jahresbericht zu AF von Wohlers
Associates, übertrafen im Jahr 2014 die Umsätze der 3D-Druck-Industrie
mit additiv gefertigten Produkten und Dienstleistungen die 2,2 Milliarden Dollar.
Es wird erwartet, dass der globale Markt für 3D-Druck und -Dienstleistungen bis
zum Jahr 2020 ein Volumen von 21 Milliarden Doller übersteigen wird.
Vom Konzept her besteht AF aus einem digitalen CAD-Modell eines Teils, das in
einen endkonturnahen dreidimensionales Festkörper umgewandelt wird.
Beim selektiven Laserschmelzen (SLM), einer der vielversprechendsten AF-Technologien,
wird Metallpulver von einem computergesteuerten, konzentrierten Laserstrahl geschmolzen,
um so das gewünschte Teil zu formen. Dieses Verfahren hat im Vergleich zu anderen
AF-Technologien eine geringere Aufbaurate, doch die Endprodukte sind feiner und
detaillierter.
SLM bietet zahlreiche und vielversprechende Möglichkeiten und
Vorteile. Der wichtigste Vorteil besteht darin, dass tatsächlich nur das Material
verarbeitet wird, das zur Herstellung des jeweiligen Teils benötigt wird. Daher
wird weniger Ausgangsmaterial zur Produktion benötigt. Und im Unterschied zu subtraktiven
Fertigungsverfahren gibt es bei AF keine Einschränkungen bezüglich des Design oder
der Teilegeometrie. Ohne diese Einschränkungen kann sich der Designer voll und ganz
auf die Funktionalität des jeweiligen Teils konzentrieren. Schließlich ermöglicht
die additive Fertigung die Entwicklung von Teilen mit sehr kurzen Markteinführungszeiten.
Das Potenzial von Vakuum-Wärmebehandlungen für AF-Teile
Es gibt bereits viele Metalle, die mit der SLM-Methode bearbeitet werden können,
unter anderem Titan, Inconel, Aluminium, Stähle und Cobalt-Chrom-Legierungen usw.
Üblicherweise wird das SLM-Verfahren in einer inerten Kammer durchgeführt, um die
Oxidierung des wärmebeeinflussten Metallpools zu kontrollieren. Da additiv
gefertigte Teile endkonturnahe Formen und komplexe Geometrien aufweisen,
die mit einer Maschinenbearbeitung nicht erzielt werden könnten, muss in der Regel
während der nachgelagerten Verarbeitung nur wenig Material entfernt werden. Daher
weisen die fertigen Teile auch keine Spuren einer Entkohlung oder kontaminierte
Flächen auf, die bei einer anschließenden thermischen Bearbeitung entstehen würden.
Daher ist ein gut gewarteter Vakuumofen, der völlig ohne Sauerstoff
betrieben wird, mit Diffusionspumpen zum Erreichen serh hoher Vakuum-Stufen ausgestattet
ist und der über eine sehr präzise Temperatursteuerung verfügt, bei der additiven
Fertigung ein kritischer Ausrüstungsgegenstand.
Da es in den meisten Fällen wünschenswert ist, Teile ohne interne Spannung zu
produzieren, werden SLM-Teile nach deren Herstellung immer wärmebehandelt.
Zusätzliche sorgt die Wärmebehandlung dafür, das mechanische Verhalten zu optimieren,
beispielsweise die Bruchdehnung, die Ermüdungsfestigkeit usw.
Zuverlässige mechanische Eigenschaften sind eine wesentliche Grundvoraussetzung
für die Serienproduktion von industriellen Komponenten. Aus der Fachliteratur ist
bekannt, dass AF wegen der schnellen Abkühlung, Mängeln und inhärenten Oberflächenrauheit
neue Herausforderungen bezüglich der Materialeigenschaften begründet. Während die
Werte für die Zugfestigkeit für unterschiedliche Wärmebehandlungen und Oberflächenbeschaffenheiten
gut beschrieben sind, zeigt sich eine beträchtliche Komplexität, falls die Einflussfaktoren
auf die Ermüdungsfestigkeit bestimmt werden müssen.
Durch die ausgezeichnete Festigkeit und Belastbarkeit, kombiniert mit der Korrosionsbeständigkeit,
einem geringen spezifischen Gewicht und der Biokompatibilität von Ti-6Al-4V
ist diese Titanlegierung ideal geeignet für zahlreiche anspruchsvolle Engineering-Anwendungen
in der Luft- und Raumfahrt sowie im Motorsport, aber auch für die Herstellung von
biomedizinischen Implantaten.
Schauen wir uns nun das Ermüdungsverhalten von SLM Ti6Al4V und den Einfluss unterschiedlicher
Wärmebehandlungen nach dem SLM-Verfahren an.
Hat Ihnen der Artikel bis hierher gefallen?
Bevor Sie weiterlesen, folgen Sie uns doch bitte auf Twitter. Dazu bitte einfach hier drücken.
Auf diese Weise können wir Sie zu den modernsten Technologien zu Wärmebehandlungen auf dem Laufenden halten, nicht nur mit unseren Posts, sondern auch mit den besten Artikeln, die wir im Web sammeln.
Die Mikrostruktur von SLM Ti6Al4V nach der Wärmebehandlung
Die Mikrostruktur von Ti6Al4V, das im SLM-Verfahren hergestellt
wurde, weicht von der Ti6Al4V-Mikrostruktur ab, die im Schmiede- oder Gießverfahren
hergestellte Teile kennzeichnet. Sie ist charakterisiert durch eine gerichtete Verfestigung
und eine Abkühlung in Fertigungsrichtung. Die gerichtete Verfestigung und Abkühlung
lassen die Körner in der Fertigungsrichtung und über die Schichten hinweg größer
werden, was zu einer säulenförmigen Mikrostruktur führt. Diese säulenförmige Mikrostruktur
verleiht dem nach dem 3D-Druck unbehandelten Material (as-printed) anisotrope mechanische
Eigenschaften, wobei die Eigenschaften in der Fertigungsrichtung (z) von den Eigenschaften
in den zur Fertigungsrichtung senkrecht stehenden Ebenen (x,y) ziemlich stark abweichen
können.
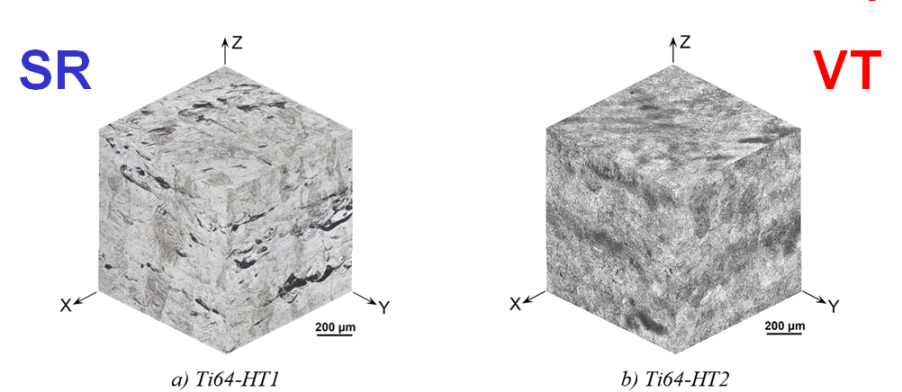
Abbildung 1
a) Säulenförmige Mikrostruktur nach
der Wärmebehandlung zur Spannungsentlastung (SR)
b) Gleichmäßige und feine Mikrostruktur
nach der Hochtemperatur-Wärmebehandlung im Vakuum (VT)
Wenn eine Wärmebehandlung zur Spannungsentlastung in Argon bei
380 °C angewendet wird, wird die interne Spannung reduziert, doch die grobe
säulenförmige Mikrostruktur bleibt unverändert, siehe Abb. 1a. Andererseits
wird bei einer Wärmebehandlung bei einer höheren Temperatur (740 °C für zwei
Stunden) in einem Vakuumofen die Eigenspannung eliminiert und die
Mikrostruktur zu einer feineren und äquiaxialen Mikrostruktur modifiziert, siehe
Abb. 1b.
Das Ermüdungsverhalten von SLM Ti6Al4V nach der Wärmebehandlung
Es wurde ein Programm zum Testen des Ermüdungsverhaltens von SLM Ti6Al4V
durchgeführt, bei dem eine standardmäßige rotierende Geometrie für Biegeproben und
eine neue Testmethode zur Ermüdungsprüfung mit Miniatur-Prüflingen zum Einsatz kamen.
Die neue Methode wurde mit dem Ziel entwickelt, die Kosten von Ermüdungsprüfungs-Programmen
zu minimieren (d. h. das Volumen der Mini-Prüflinge beträgt ca. 1/7 im Vergleich
zu standardmäßigen Biegeproben) und gleichzeitig eine höhere Gebrauchsflexibilität
zu gewährleisten, d. h. die Evaluierung von Oberfläche, Ausrichtung und Kerbwirkungen.
Abb. 2 zeigt, dass die neue Testmethode mit der Verwendung von Mini-Prüflingen
Ergebnisse zum Ermüdungsverhalten liefert, die mit auf Standard-Prüflingen gewonnenen
Daten kohärent sind.
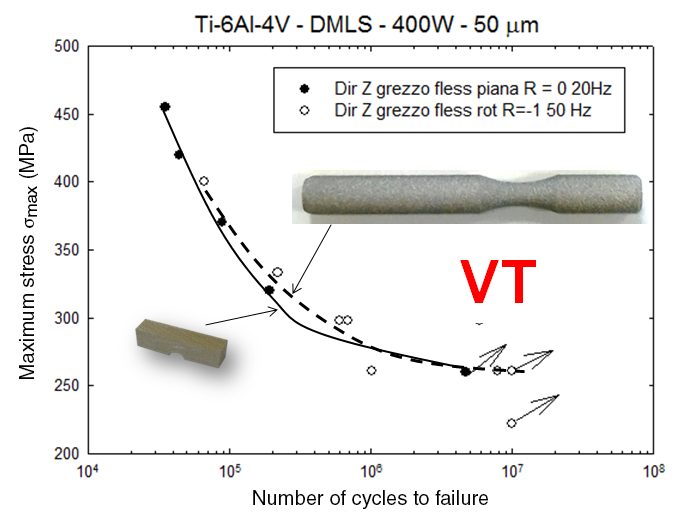
Abbildung 2
Ermüdungskurven von „as-built“ SLM
Ti6Al4V nach der Wärmebehandlung in Vakuum (VT), zum einen mit Daten aus der Verwendung
einer standardmäßigen Prüflingsgeometrie und zum anderen mit einer Miniatur-Prüflingsgeometrie.
Der Einfluss der Wärmebehandlung auf das Ermüdungsverhalten
wird anhand von Abb. 3 diskutiert. Testdaten für die drei Probestückausrichtungen
nach der Wärmebehandlung zur Spannungsentlastung (SR). Die Streuung der Daten ist
ziemlich gering und die Ermüdungstrendkurven sind nicht pathologisch. Die Lebensdauer
von Prüflingen mit Längsachse, die parallel zur Fertigungsrichtung (Z-Achse) verläuft,
weist jedoch eine beträchtliche Abweichung auf und ist kürzer als die der beiden
anderen anders ausgerichteten Prüflinge (1 und 2), deren Längsachse senkrecht zur
Fertigungsrichtung verläuft. Anhand der säulenförmigen Struktur in Abb. 1.a.
wird das Vorliegen eines anisotropen Ermüdungsverhaltens bei mithilfe von Direktem
Metall-Lasersintern (Direct Metal Laser Sintering, DMLS) verarbeitetem
Ti-6Al-4V nach der Wärmebehandlung zur Spannungsentlastung (SR)
nachgewiesen und quantifiziert.
Die Testdaten für die drei Ausrichtungen der Mini-Prüflinge nach der Hochtemperatur-Wärmebehandlung
in Vakuum (VT) werden in derselben Kurve in Abb. 3 gezeigt. Die Datenstreuung
ist auch hier gering, doch die Datensätze für alle drei Prüflinge sind, unabhängig
von der Ausrichtung der Längsachse, ziemlich ähnlich, was ein isotropes Ermüdungsverhalten
der äquiaxialen Struktur in Abb. 1b nachweist. Zudem zeigen die repräsentativen
Kurven eine signifikante Zunahme der Ermüdungsfestigkeit beim VT-behandelten Material
im Vergleich zum schlechtesten SR-behandelten Material.
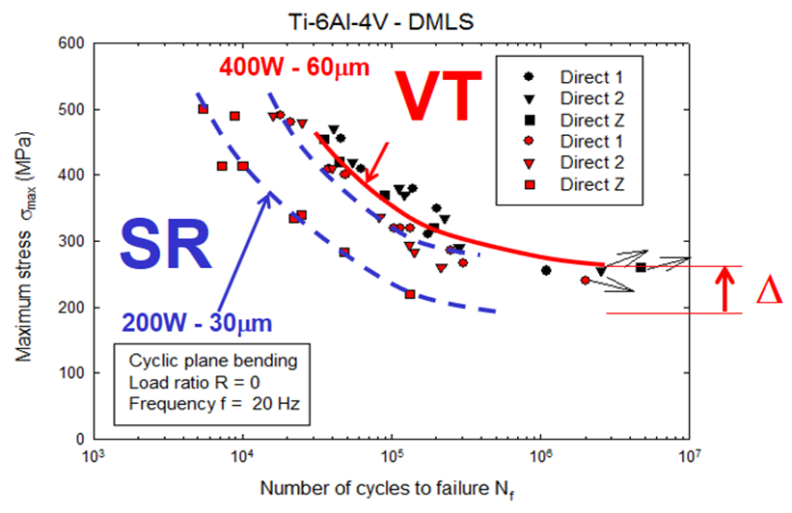
Abbildung 3
Gerichtete Ermüdungskurven von „as-built“
SLM Ti6Al4V nach der Wärmebehandlung zur Spannungsentlastung in Argon (SR) und nach
der Wärmebehandlung in Vakuum (VT) unter Verwendung von Miniatur-Prüflingen
Ich hoffe, dass Sie diesen Artikel interessant fanden, bei dem es hauptsächlich
um das selektives Laserschmelzen (SLM) und den 3D-Druck zur Herstellung
von 3D-gedruckten Metallteilen ging. Falls Sie Fragen zur
additiven Fertigung oder zu Vakuum-Wärmebehandlungen haben, hinterlassen
Sie einfach hier einen Kommentar und ich werde die entsprechende Antwort dazu posten.
Oder werfen Sie auch einen Blick auf die Folien hier, die ich vor kurzem auf der
von TAV VACUUM FURNACE organisierten „Metal Additive Manufacturing Conference“ zu
diesem Thema präsentiert habe.

Gefällt Ihnen dieser Blog?
Da uns Ihre Meinung wichtig ist, würden wir uns sehr freuen, wenn Sie eine Bewertung über uns oder unseren Blog schreiben würden.