In the first
part of the article we’ve seen how AlTiN thin film deposition process was carried
out via reactive Physical Vapor Deposition High-Power Impulse Magnetron
Sputtering (PVD HiPIMS) to coat Ti6Al4V substrates, realized via
Selective Laser Melting (SLM).
Two different SLM process conditions were employed for modifying the obtained part
surface morphology and, later, the samples were heat-treated under high
vacuum.
Now it’s time to proceed with the analysis of the data acquired during the experimental
phase. Do not miss this in-depth investigation and the conclusions at the end, we’ll
provide you all the information to get the most out of these three technologies.
Analysis of the Selective Laser Melting results
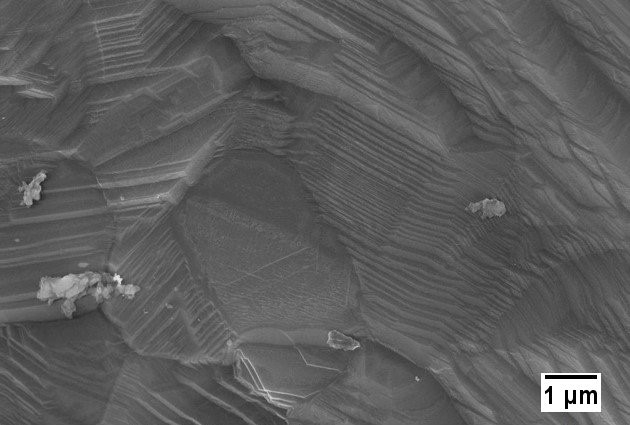
In the experimental phase we used two different scanning design to realize the
cylindrical samples. The upper surfaces of two Ti6Al4V substrates, manufactured
using the meander and contour scanning strategies, are shown in the following secondary
electron SEM images, respectively.
Whilst their topological features by three dimensional maps are listed in the
following figures, together with linear profiles concerning peculiar features of
the analyzed surfaces.
- Meander strategy: it is usually selected for manufacturing
massive parts.
- Contour strategy: it is employed for thin parts, like lattice
or trabecular structures, requiring more delicate energy deposition because
of their limited dimensions.
For these reasons, the two resulting morphologies are significantly different,
because the laser scanning paths and the corresponding values of density of power,
namely fluence, are largely modified in the two samples.
For both the samples, the direction of the laser scanning is well visible, which
can be directly associated to a preferential direction of melting, similar to a
welding process. In addition to this, adjacent laser tracks can be also seen, indicating
how the central part of the sample is processed at a certain powder layer.
The impact of the laser fluence
For pulsed wave lasers the fluence F can be calculated as follows:
\[F = {P \times t_{exp} \over d_p \times d_h \times s}\]
where P, texp, dp, dh
and s indicate laser power, exposition time, point distance, hatch distance
and layer thickness, respectively.
From the previous formula it can be calculated that the fluence increased from 35.5
J/mm3 up to 60 J/mm3 by changing the scanning strategy from
the contour to the meander one. This almost double increase of fluence can promote
the formation of larger liquid pools, inducing smoother surface of the liquid material
during its solidification. Moreover, it is also visible from the 3D maps that the
use of the contour strategy is not able to melt all the powders,
due to the lower density of energy irradiated to the single layer. As a result,
some residual powders can be found not completely melted but partially joined to
the upper surface and the irregular surface possessed high roughness (Sa=13.3 µm).
On the contrary, the meander scanning strategy led to a more regular topology
with lower roughness (Sa=4.2 µm) and without prominent asperities and seemed
to be more suitable to be coated by a PVD process.
Therefore, the contour strategy resulted inapt to be efficiently coated by a
protective layer without any deep modification, rather due to the presence of pronounced
valley and hills. Even in case of a polished surface, the residual porosity could
remain a critical issue.
For this reason, in this work only meander selective laser melted samples were
taken into account to the coating process.
Analysis of the heat-treating results
In the following figure you can evaluate how a 1-hour vacuum thermal treatment
at 950°C, into a TAV all metal vacuum furnace, gave rise to a dramatic
changing of selective laser melted samples.
After that titanium-aluminum-nitride coatings were deposited
onto such kind of treated substrates in order to evaluate their properties.
In order to characterize the coated samples by nanoindentation, the substrate surfaces
were polished to almost a mirror like finishing. This process, moreover, led to
exclude the influence of the several peculiar surface morphologies.
Analysis of the coating results
During reactive sputtering process, N2 partial pressure affects the
deposition rate in addition to the nitrogen content present in the growing film.
In particular, a high rate leads to a coating with high internal stresses, which
can be detrimental for its mechanical stability.
Indeed, a nitrogen partial pressure of 14% gave rise to a film (deposited onto Si)
which spalled completely, whilst 20, 25, and 30% permitted to obtain mechanically
stable coatings with sputtering rate of 2.3, 2.2 and 1.5 µm h-1, respectively.
Energy dispersive X-Ray spectroscopy quantitative analysis confirmed the stoichiometry
of Al0.5Ti0.5N1.0, highlighting that the three
partial pressures did not affect the material composition.
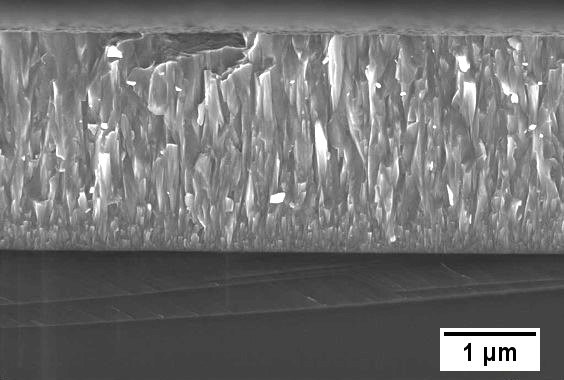
The following figure shows a secondary electron micrograph of the film cross-section
where it is possible to observe the typical PVD columnar dense morphology of the
obtained films.
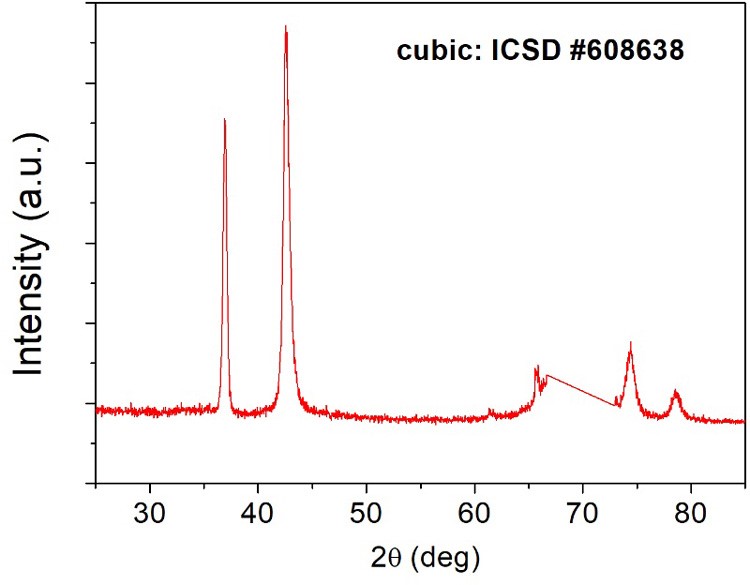
The following chart reports the X-Rays diffraction profile of the AlTiN film,
which can be attributed to a cubic phase (note that the peak of the substrate present
between 65° and 74° was removed).
The coating deposited onto polished commercial Ti6Al4V samples resulted having
a quite different behavior from those deposited onto Si.
Did you like this article up to here?
Before you continue, follow us on our Facebook page pressing the button here below!
In this way, we'll be able to keep you updated on most advanced technologies for heat treatments not only with our posts, but also with the best articles that we collect around the web.
The adhesion of the coating
The following photo shows how only the films deposited with pN2 of
25% demonstrated to have a satisfactory adhesion to the substrate of polished commercial
Ti64Al4V.
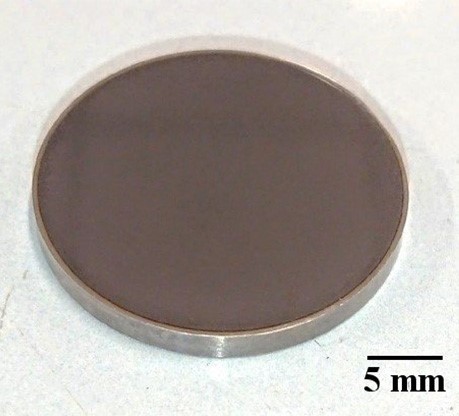
Whilst the films obtained with pN2 of 20 and 30% partially spalled
likely due to high internal stresses relaxation phenomena.
Hardness and elastic module of the coating
The following two graphs show the hardness and the elastic module of the deposited
AlTiN thin film, respectively.
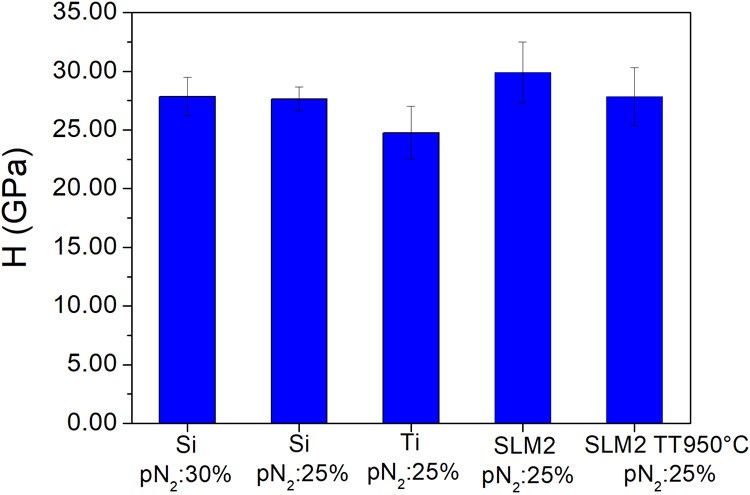
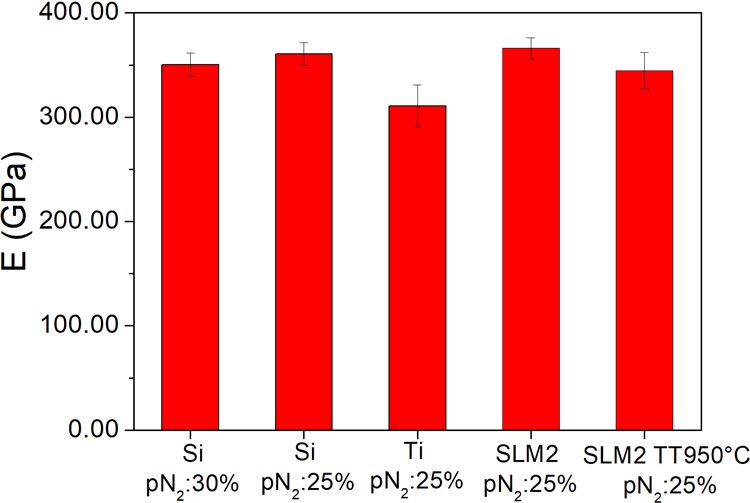
Nanoindentation data indicate that the thin films deposited with pN2
of 25% and 30% exhibited very similar values of hardness H and elastic module E,
leading to conclude that N2 partial pressure did not affect significantly
the mechanical properties of the coatings.
Even though the film hardness values resulted slightly lower than the typical ones
of this kind of coating, the improvement of substrate surface features were remarkable,
if compared to the typical titanium alloy hardness (around 1 GPa).
The two rightmost bars refer to the selective laser melted substrate, prior and
after vacuum heat treatment respectively: in this cases values of H and E of the
thin film increased considerably. Note how the vacuum heat treatment seemed
to decrease those physical characteristics, likely due to a more relaxed
substrate microstructure, which reduce the entity of the film internal stresses.
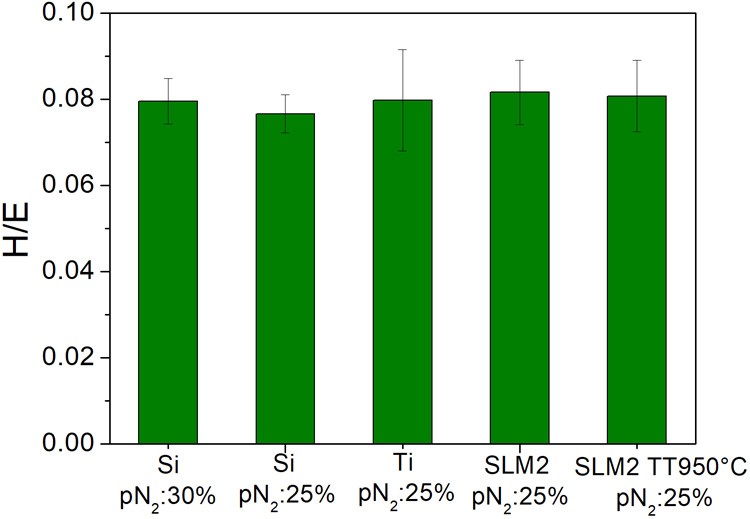
Correlations between mechanical and tribological properties of the film
are very important for an assessment of its quality. Although hardness
is considered generally as the main property affecting wear resistance and load-carrying
capability of materials, properties such as toughness and elastic modulus are also
pivotal in describing the mechanical behavior of a coating.
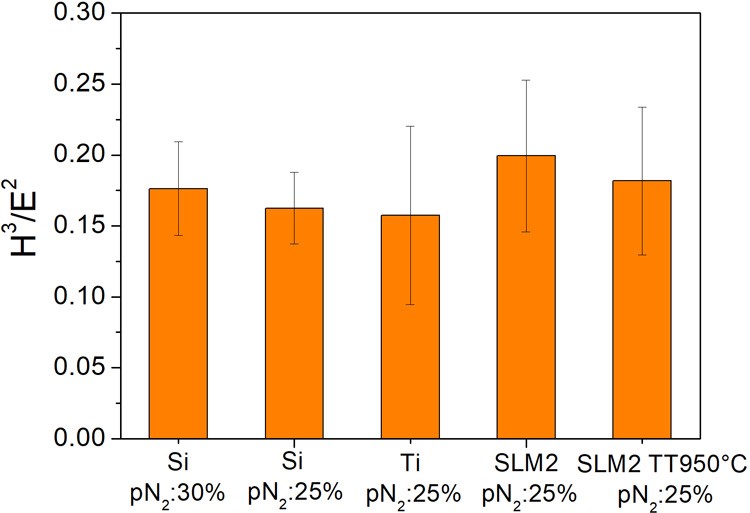
Let’s now examine nanoindentation data in terms of elastic strain to failure,
associated to H/E ratio, and resistance to plastic deformation H3/E2,
associated to the resistance to local contact load.
Elastic strain to failure and plastic deformation resistance of the coating
In the following two graphs, the ratios H/E (elastic strain to failure) and H3/E2
(plastic deformation resistance) suggested as the film deposited onto Ti6Al4V
selective laser melted substrate possessed better tribological behavior.
As described above, the thermal treatment modulated these properties slightly decreasing
them, even if the values remained within the errors.
Now we have to find an answer to one last question.
What happens if we try to coat a pristine surface?
Coating a pristine 3D printed surface
A pristine selective laser melted substrate was coated with AlTiN thin films
avoiding the polishing process, in order to evaluate the influence of the peculiar
morphology on the mechanical compatibility between the two materials.
The following two figures show a backscattered electron and secondary electron
SEM (Scanning Electron Microscopy) image respectively, showing the AlTiN coating
deposited onto pristine SLMed surface.
Unfortunately, how it is possible to observe, the coating spalled where the morphology
was particularly arcuate. In particular, the presence of a very thin film onto the
spalled zones (less bright gray areas in the first figure), confirmed that the spalling
process occurred during the deposition, and not later.
Conclusions
In this work, AlTiN hard coatings were deposited by reactive PVD HiPIMS with
the aim of improving the surface features of Ti6Al4V substrates, realized via Selective
Laser Melting.
Preliminary results demonstrated that it is possible to coat the titanium alloy
substrates with dense films with proper stoichiometry and crystallographic phase,
obtaining a good improvement of the mechanical surface features.
The laser scanning paths can modify significantly the surface morphology,
affecting the resulting adhesion of AlTiN coatings. In particular, between the meander
and contour scanning strategies, the first ones seemed to be more suitable to be
coated with the protective layer, when the surface is adequately treated by means
of polishing process.
The tribological properties of the resulting films showed a good behavior
of the couple film/substrate, even when the latter is vacuum thermal
treated. Unfortunately, the mechanical matching resulted not so
good in case of coating onto a pristine surface. Indeed, the surface morphology
gave rise to coating spalling where the roughness is particularly marked. In future,
further investigations will be mainly addressed to work on the substrate morphology
as well as the deposition coating conditions, in order to prevent those kinds of
detrimental phenomena.
National Research Council; Institute of Condensed Matter Chemistry and Technologies
for Energy (Padova): S. Battiston, F. Montagner, V. Zin
National Research
Council; Institute of Condensed Matter Chemistry and Technologies for Energy
(Lecco): C.A. Biffi, J. Fiocchi, A. Tuissi
TAV VACUUM FURNACES SpA: A. Fiorese, A. Gionda
Did you like the article?
Subscribe to our free newsletter and stay up to date on most advanced technologies for heat treatments.