Come preannunciato nella
prima parte dell'articolo discuteremo ora dei vantaggi e degli svantaggi delle tecnologie
del Binder Jetting (BJ) e del Metal Injection Moulding
(MIM).
Penso che rimarrete sorpresi da alcune delle informazioni che sto per rivelare,
vi consiglio di continuare a leggere.
Per analizzare in dettaglio i pro e i contro del binder jetting, si deve considerare
che questa tecnologia si ispira a una categoria più ampia di tecnologie di
manifattura additiva, definite come Material Jetting.
Un'occhiata al Material Jetting
Fondamentalmente, nelle tecnologie Material Jetting, tutto il materiale della
parte viene distribuito da una testina di stampa.
Invece, con il Binder
Jetting, un legante o altro additivo è stampato direttamente su
un letto di polvere che andrà a costituire la massa delle parti.
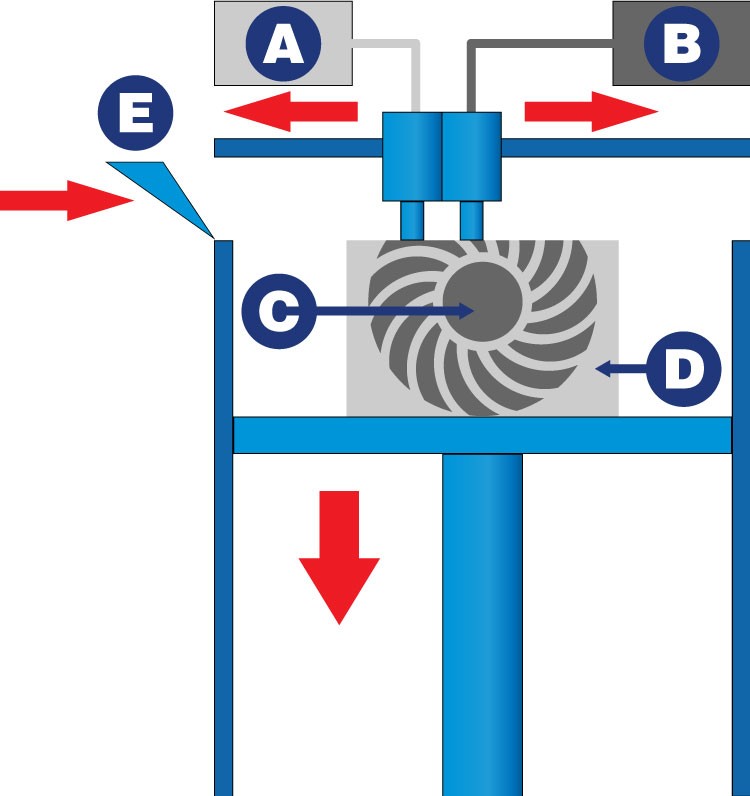
A: materiale di supporto; B: materiale di costruzione;
C: parte; D: supporto della parte; E: lama livellatrice
Per ottenere un quadro completo dei vantaggi e degli svantaggi del binder jetting,
dobbiamo prima analizzare i pro e i contro del material jetting e vedere come i
vantaggi e gli svantaggi del binder jetting rientrano in questo contesto.
I principali vantaggi del material jetting includono
- basso costo,
- alta velocità,
- scalabilità,
- facilità di costruzione delle parti usando molteplici materiali.
I macchinari per il material jetting sono molto più economici
rispetto ad altre macchine per la manifattura additiva, in particolare di quelle che usano
i laser.
In generale, questi macchinari possono essere assemblati utilizzando
componenti standard, mentre gli altri utilizzano molti più componenti ad-hoc.
Alta velocità e scalabilità sono correlate: utilizzando testine
di stampa con centinaia o migliaia di ugelli, è possibile depositare molto
materiale rapidamente e su un'area considerevole. Scalabilità in questo
contesto significa che la velocità di stampa può essere aumentata
aggiungendo un'altra testina di stampa ad una macchina, un compito relativamente
facile, molto più facile che aggiungere un altro laser ad un macchinario
di tipo Selective Laser Melting o Selective Laser Sintering.
Per completezza, vi mostrerò alcuni svantaggi del Material Jetting, solo
per fornire una presentazione più equilibrata.
- La scelta dei materiali ad oggi è limitata, solo
cere e fotopolimeri sono disponibili in commercio.
- La precisione della parte, soprattutto per i componenti
di grandi dimensioni, generalmente non è buona come con altri processi,
in particolar modo con la vat photopolymerization e l'estrusione del materiale.
Tuttavia, l'accuratezza è migliorata in tutti i settori industriali
e ci si aspettano ulteriori passi avanti in tutti i processi.
Vediamo ora in dettaglio il processo di manifattura con il binder jetting.
Ti è piaciuto fino a qua l'articolo?
Prima di continuare nella lettura, seguici sulla nostra pagina LinkedIn cliccando il pulsante qui sotto!
In tal modo rimarrai aggiornato sulle tecnologie più avanzate per i trattamenti termici non solo con i nostri articoli, ma anche con le migliori pubblicazioni che raccogliamo in giro per la rete.
Binder Jetting pro e contro
Il processo del binder jetting condivide molti dei vantaggi del material jetting
rispetto ad altri processi di manifattura additiva.
Per quanto riguarda il MJ, il binder jetting presenta alcuni vantaggi distintivi.
- Può essere più veloce poiché solo
una piccola parte del volume totale della parte deve essere erogata attraverso
le testine di stampa.
Tuttavia, la necessità di distribuire la polvere
aggiunge un ulteriore passaggio, rallentando in qualche modo i processi di legatura.
- La combinazione di materiali in polvere e additivi dei leganti consente
composizioni materiali che non sono possibili, o non facilmente
ottenibili, usando metodi diretti.
- Fanghi con carichi solidi più elevati sono possibili
con il BJ, rispetto al MJ, consentendo la produzione di parti in ceramica e
metallo di migliore qualità.
- I processi di binder jetting si prestano facilmente alla stampa
a colori sulle parti.
Come regola generale, tuttavia, le parti fabbricate usando i processi di BJ tendono
ad avere precisioni e finiture superficiali peggiori rispetto alle parti realizzate
con il MJ. I passaggi di infiltrazione sono tipicamente necessari per fabbricare
parti dense o per garantire buone proprietà meccaniche.
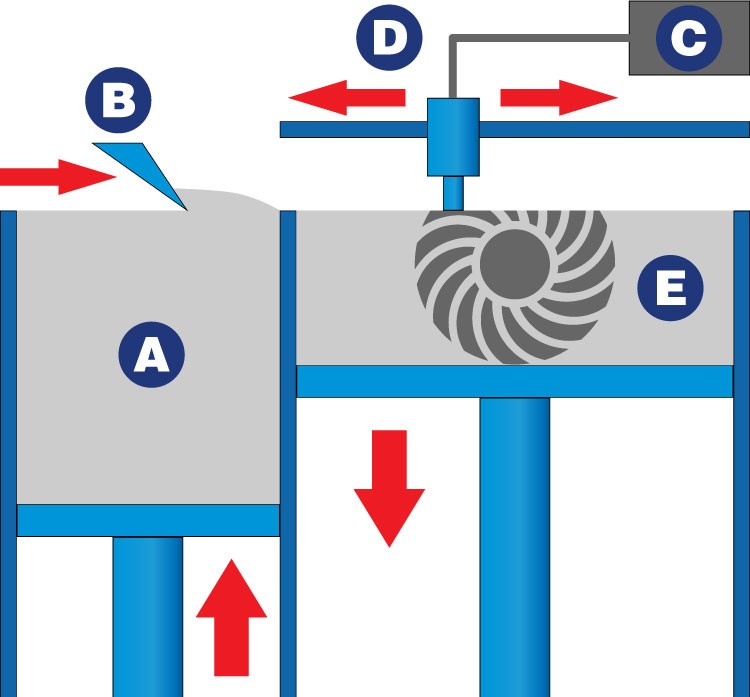
A: serbatoio polvere di metallo; B: racla; C: legante;
D: testina di stampa; E: letto in polvere
Come per qualsiasi insieme di processi di produzione, la scelta del processo
e del materiale dipende in larga misura dalle esigenze della parte o del dispositivo.
Si tratta di trovare il migliore compromesso tra la capacità del processo
e i requisiti di progettazione.
Il binder jetting sostituirà lo stampaggio ad iniezione dei metalli?
Leggete il prossimo capitolo per avere la risposta.
Pro e contro del Metal Injection Moulding
Ora è il turno di Metal Injection Moulding: cosa rende la vostra parte
adatta alla creazione tramite MIM?
Per determinarlo, ecco uno sguardo ad alcuni
dei vantaggi di questo processo:
- Complessità progettuale: se siete soddisfatti
della libertà di design che avete ottenuto con il plastic injection
molding ma volete creare parti in metallo, allora il MIM potrebbe essere
la scelta giusta per voi. Questo perché i due processi sono abbastanza
simili in termini di complessità del design - le differenze principali
sono che si producono parti in plastica piuttosto che in metallo. Con il MIM
sono possibili fori trasversali, fori angolari, scanalature, sottosquadri, fori
laterali e scanalature. Inoltre, con il MIM è possibile creare parti
intere che normalmente dovrebbero essere create separatamente e assemblate in
post-produzione.
- Piccole dimensioni: il MIM utilizza polveri molto sottili
per creare parti metalliche completamente dense, quindi il processo è
ideale per piccole parti, in genere quelle che pesano tra 0,1 e 250 grammi.
- Volumi di produzione: il MIM può essere un
processo molto conveniente, ma solo se si deve produrre il giusto numero di
parti. In generale, i vantaggi in termini economici sono più evidenti
e convenienti per produzioni in serie tra 10.000 e 20.000 pezzi. I potenziali
risparmi derivanti dall'utilizzo del MIM potrebbero non essere evidenti
se si producono meno di 10.000 articoli.
- Proprietà: come abbiamo già notato,
se il processo viene eseguito correttamente, il MIM può creare parti
metalliche completamente dense o quasi completamente dense quando il processo è
completo. È particolarmente vantaggioso per le parti che sono troppo
piccole o troppo dettagliate per essere lavorate da una barra. Per fare un confronto,
si stima che la densità delle parti sia del 98% tramite MIM, rispetto
al 100% attraverso i processi di lavorazione convenzionali.
- Economico: a differenza della lavorazione con macchinari,
il MIM non taglia il metallo esistente: utilizza solo la quantità di
materiale necessaria per creare il prodotto. Niente è sprecato.
Conclusioni
Dopo aver presentato in dettaglio i pro e i contro delle tecnologie Binder Jetting
rispetto al Metal Injection Molding, possiamo concludere che il BJ non è
destinato a sostituire il MIM in breve tempo.
Oggi il binder jetting è
una tecnologia più conveniente quando si tratta di piccole produzioni a livello
di prototipo per componenti con geometrie complesse. In questo caso con il MIM si
dovrebbero affrontare una progettazione e produzione di stampi differenti che comporterebbero
un aumento ingiustificato del prezzo finale del singolo componente.
D'altra parte, lo stampaggio a iniezione di metalli è una tecnologia
molto più economica quando si tratta di grandi produzioni di un componente,
soprattutto con geometrie complesse e dimensioni ridotte. In questo caso il costo
del singolo stampo può essere ammortizzato durante la ripetuta produzione
dello stesso componente e quindi risulta essere una tecnologia più produttiva.
Per eliminare ogni dubbio, date un'occhiata alla tabella di confronto finale:
|
Metal Injection Molding |
Binder Jetting |
| Costi |
Più economico quando si producono molte parti. |
Più economico quando si producono poche parti. |
| Precisione |
Oggi la scelta migliore in termini di complessità del design,
in particolare per le parti piccole. |
La tecnologia sta migliorando ogni giorno e si prevede che migliorerà
notevolmente. |
| Velocità |
Bassa velocità se consideriamo l'intera catena del processo
(progettazione e produzione di stampi). |
Maggiore velocità se consideriamo l'intera catena del
processo. |
| Densità |
È particolarmente vantaggioso per le parti che sono troppo
piccole o troppo dettagliate per essere lavorate da una barra. |
I passaggi di infiltrazione sono tipicamente necessari per fabbricare
parti dense o per garantire buone proprietà meccaniche. |
| Produttività |
I vantaggi in termini economici sono più evidenti e convenienti
per produzioni in serie tra 10.000 e 20.000 pezzi. |
Più conveniente quando si tratta di piccole produzioni a
livello di prototipo. |

Ti piace questo blog?
Per noi la tua opinione conta, perciò ci farebbe molto piacere se potessi scrivere una recensione su di noi o sul nostro blog.