This article is available in English too.
Prima di esaminare quanto possano essere utili i forni per brasatura in vuoto
per i produttori di auto, camion e motocicli, definiamo esattamente il
processo per coloro che non sono ancora esperti in questo particolare campo.
Essenzialmente, la brasatura rende due metalli legati l'un l'altro applicando
un riempitivo metallico. Per ottenere una buona unione, questo filler deve
avere un punto di fusione più basso rispetto alla temperatura in cui gli
altri due metalli da unire passano allo stato liquido. Quando il riempitivo è
fuso, deve fare contatto fisico con entrambi i lati della giunzione, formando un
solido legame una volta solidificato.
Ottenere una giunzione forte
Nella maggior parte dei casi, ciò è ottenuto dai produttori di
veicoli utilizzando il giusto tipo di metallo di riempimento per la giuntura particolare.
In effetti, ci sono molte opzioni tra cui scegliere - il riempitivo potrebbe essere
ad esempio disponibile sotto forma di filo, di lastra sottile o essere persino una
pasta. Dipende semplicemente dal tipo di applicazione per cui viene condotto il
processo.
Naturalmente, al fine di raggiungere un legame di alta qualità - sia per
le proprietà fisiche di resistenza allo stress che per la capacità
di resistere alla corrosione - è preferibile avere un ambiente altamente
controllato. Questo perché sporcizia e persino particelle sospese
nell'aria potrebbero contaminare il processo di brasatura, cosa che i principali
attori del settore automobilistico desiderano evitare a tutti i costi.
È qui che arriva la brasatura sottovuoto, di cui parleremo fra poco.
Successivamente, scoprirai anche come funzionano le principali tecnologie dei
forni per brasatura in vuoto al fine di garantire che vengano mantenute le rigorose
misure di controllo della qualità richieste a tutti i tipi di metallo nel
settore automotive.
Trattamenti termici per l’automotive e tecnologia dei forni a vuoto
Per un efficace trattamento termico di brasatura, si dovrebbe ottenere il livello
di atmosfera più pulito possibile che, per un settore ingegneristico molto
preciso come quello dell'industria automobilistica, significa generare il vuoto.
Affinché un forno a vuoto possa ridurre a zero la contaminazione
di eventuali impurità nell'ambiente locale, il metallo unito
dovrà essere meccanicamente resistente e duraturo. Questo è particolarmente
importante per i produttori di automobili in cui parti complicate devono essere
collegate l'una con l'altra, spesso con forme non standard.
Dato che il settore automobilistico utilizza spesso punti di congiunzione in
uno spazio relativamente piccolo, la brasatura con forno a vuoto acquisisce molto
senso. Allo stesso modo, l'industria userà spesso questi trattamenti
termici per applicazioni come i giunti degli scambiatori di calore ad acqua. Nel
settore automotive, l'uso dell'alluminio come elemento principale per
gli scambiatori di calore di alta qualità sta diventando sempre più
popolare.
Ad esempio, tutti e due le leghe di alluminio AA 3xxx e 4xxx
sono materiali comunemente usati nel settore. Il motivo principale per cui queste
particolari leghe sono così utili è che offrono un peso specifico
molto basso pur offrendo comunque un alto livello di conduttività termica.
Come descritto sopra, uno degli ambienti più puliti per le applicazioni
di brasatura di precisione nel settore automobilistico è il vuoto.
Se sei interessato ai trattamenti termici per automobili e alle leghe di alluminio
in particolare, ti consiglio di continuare nella lettura di questo articolo, per
un'analisi più approfondita delle singole proprietà dei forni
semiautomatici per brasatura in vuoto e per scoprire cosa li renda così adatti
alle applicazioni comuni richieste l'industria automobilistica.
Ti è piaciuto fino a qua l'articolo?
Prima di continuare nella lettura, seguici sulla nostra pagina Facebook cliccando il pulsante qui sotto!
In tal modo rimarrai aggiornato sulle tecnologie più avanzate per i trattamenti termici non solo con i nostri articoli, ma anche con le migliori pubblicazioni che raccogliamo in giro per la rete.
Progettazione a tre stazioni dei forni per brasatura in vuoto
I forni per brasatura TAV VACUUM FURNACES sono ideali per l'industria automobilistica
perché il loro design è composto da tre stazioni distinte. Questi
sono:
- Un preciso forno di riscaldamento
- Una funzionale stazione di carico
- Una utile stazione di raffreddamento
Per capire come funzionano queste tre stazioni e in che modo si adattano al settore
manifatturiero dell’automotive, le esamineremo una alla volta.
Tecnologia del forno di riscaldamento
La campana del forno
La campana è una parte essenziale della tecnologia per il processo di
riscaldamento di un forno al top della gamma. Questo perché crea un involucro
separato che isola la sezione interna del forno.
Essenzialmente, contiene la
camera termica e impedisce all'ambiente esterno di interferire con il processo
di brasatura.
In termini di progettazione, la fornace ha un asse orizzontale
esteso, una forma ellittica, ideale per molti trattamenti termici automobilistici.
Ci sono un paio di porte piatte, una nella parte anteriore e una nella parte
posteriore, per facilitare l'accesso. Queste possono essere azionati manualmente.
In aggiunta, le campane per la brasatura in vuoto TAV hanno una porta frontale che
opera automaticamente.
Questa è usato sia per caricare e che per scaricare
il vessel.
Camere termiche
La camera termica in un forno di riscaldamento è costruita con pannelli
di alta qualità in acciaio inossidabile con resistenze modellate in nichel-cromo.
Le dimensioni della camera termica sono 180 cm per 45 cm per 365 cm e al suo interno
ci sono oltre 20 zone di riscaldamento controllate indipendentemente.
Insieme,
rendono la camera termica estremamente controllabile con la capacità di
impostare con precisione la temperatura richiesta. Infatti, mantenere
l'uniformità di calore nella camera è estremamente importante
per le applicazioni automobilistiche dei forni a vuoto.
Pertanto, i
forni in vuoto non devono mai variare di più di tre gradi rispetto alla temperatura
impostata, in entrambe le direzioni. Come dimostra adeguatamente il grafico, i desiderati ±3°C
di uniformità della temperatura sono raggiunti anche con un uso ripetuto.
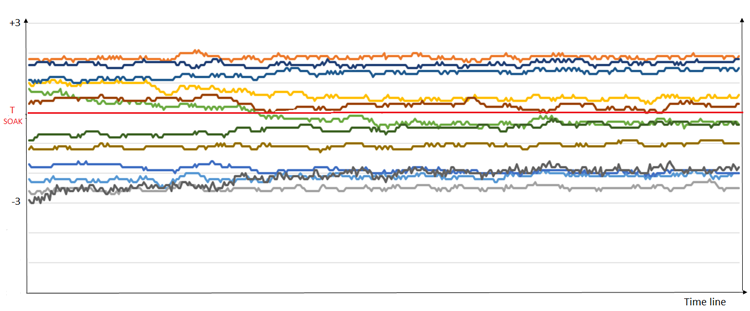
Esempio TUS a una temperatura specifica con 12 TLC
Sistemi per il vuoto
La parte finale della tecnologia del forno a vuoto che dovrebbe essere discussa è
il sistema del vuoto stesso.
Dopo tutto, è questo che consente alla camera
termica e alla campana del forno di fare un ottimo lavoro.
Vi sono tre gruppi
di pompaggio per garantire che venga mantenuto un buon vuoto mentre il forno è
in uso.
Due gruppi sono costituiti da un paio di pompe a pistone rotativo.
Una è una pompa a lobi a spostamento positivo, nota come una pompa Roots,
e l'altra è una pompa di diffusione a olio.
Il terzo gruppo di pompaggio
comprende una pompa meccanica convenzionale, un'altra pompa Roots
così come una cryo-trap. Questi sono utilizzati per rimuovere l'umidità
indesiderata in aggiunta alle impurità che potrebbero essere rilasciate nella
camera durante un trattamento.
Senza una carica, il livello di vuoto che può
essere raggiunto con questo sistema di aspirazione è un sorprendente 10-6
mbar.
Stazioni di carico e raffreddamento
Le altre due stazioni necessarie per condurre la brasatura sottovuoto in modo
preciso sono le stazioni di caricamento e raffreddamento.
Le mensolette in acciaio appositamente progettate tengono in posizione le parti
necessarie. Aiutano a tenere insieme le parti con il metallo di riempimento che
verrà utilizzato per il processo di brasatura stessa.
Qualsiasi carica
tra i 900 e i 2.200 Kg può essere processata simultaneamente grazie a queste
stazioni di carico.
Quando un trattamento termico di brasatura è completato, la carica viene
automaticamente trasferita in una camera della stazione di raffreddamento. È
qui che i raccordi di metallo lavorato possono essere raffreddati in modo controllato
con aria di ricircolo.
Considerazioni chiave sul trattamento termico
Anche se, a questo punto, avrai acquisito alcune utili informazioni su come
gli esperti automotive eseguono trattamenti termici in vuoto, vale
anche la pena considerare alcuni altri fattori.
Ad esempio, prima che venga
raggiunta la temperatura di brasatura richiesta, è essenziale che la carica
venga mantenuta a una temperatura inferiore fino a quando non siano state rimosse
tutte le piastre dell'olio funzionanti dagli scambiatori di calore.
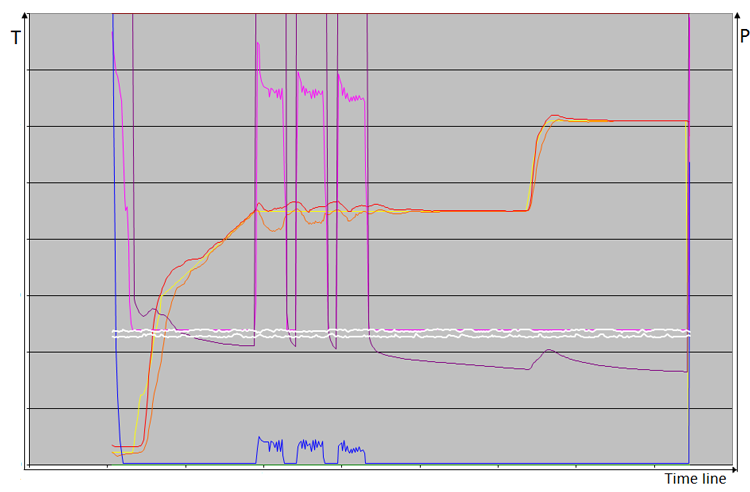
Il tipico ciclo di brasatura. La linea gialla è
il setpoint, la linea arancione è la temperatura TC, la linea blu è
il livello di alto vuoto e la linea viola è la pressione parziale rilevata
in mbar.
Un altro fattore arriva dopo il processo di brasatura stesso.
Dopo la fase
di brasatura, il forno raggiunge un’alta pressione statica parziale di azoto
che inizia la fase di raffreddamento, come indicato nel grafico seguente. Dopo il
completamento, la porta principale del forno si apre automaticamente e la stazione
di caricamento può essere rimossa dall'interno.
Conclusione
Ci sono molte applicazioni in cui il settore automobilistico può impiegare
la tecnologia di brasatura sottovuoto. Tuttavia, questa è affidabile solo
quando vengono utilizzati forni a vuoto ad alte prestazioni.
Se vuoi maggiori
informazioni lascia un messaggio qui sotto e rivolgiti ai nostri esperti.
Hai bisogno di maggiori informazioni?
Scrivi ai nostri ingegneri e scopri tutte le applicazioni dei forni in vuoto per il settore automotive.